






Sales Tel
+86-18928379199
2. There is a mute terminal crimping machine brought by the server, and its operation principle is not the same as the above, just give a message to the server, and then transmit this information to the motor to form an action.

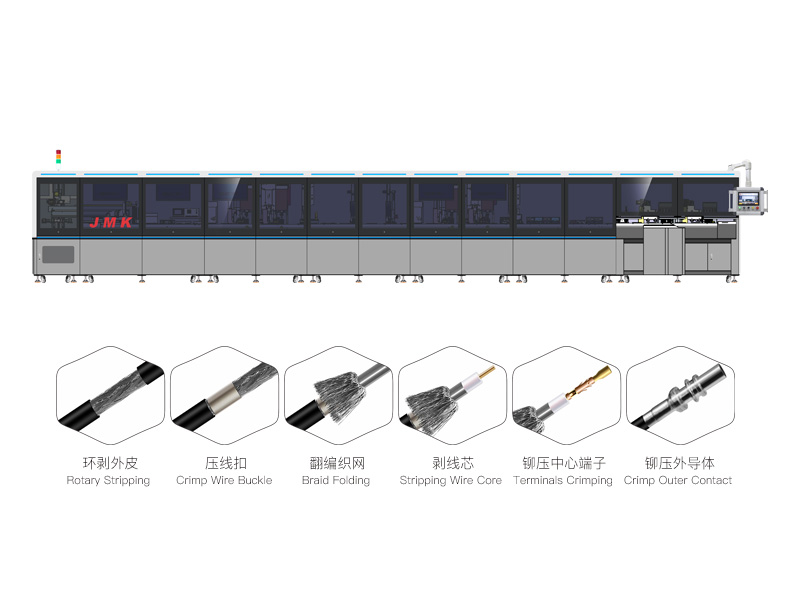
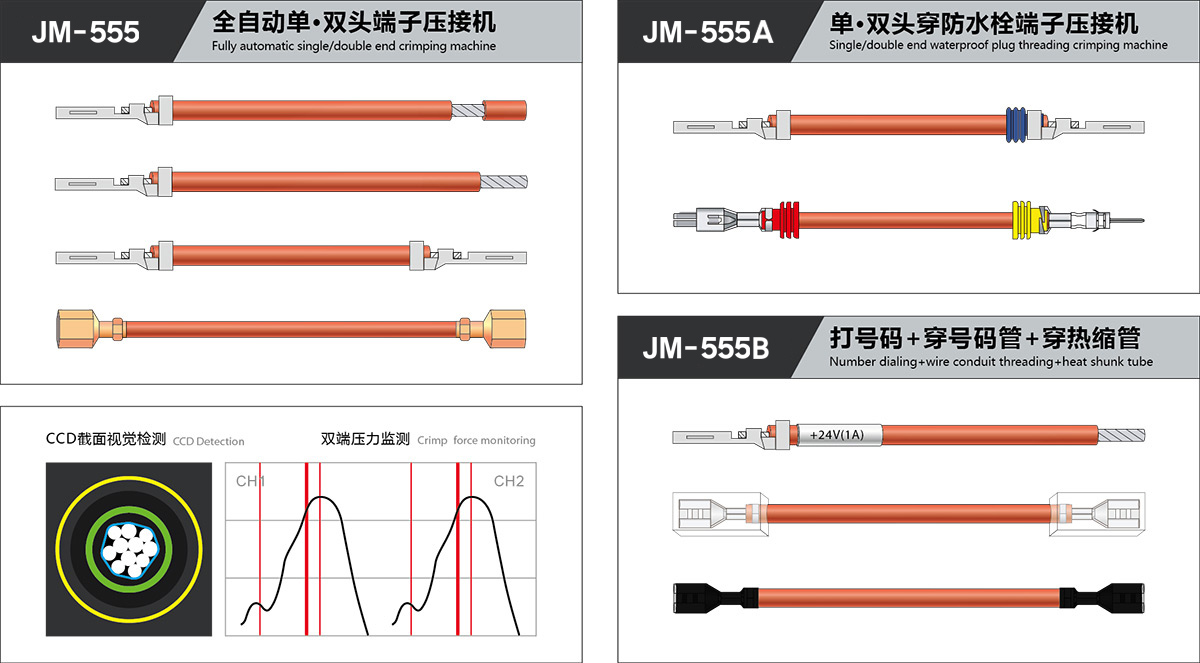
To test whether the terminal is qualified or not, please to go through the terminal cross-section analyzer, the process is divided into:
Cutting - polishing - electrolysis - observation.
1. The length of the stripping is different: There are many of reasons for different strappings, such as the roller being too tight or loose; at this time, request the engineer to use the roller trimmer to adjust the gap between the two wheels so that the wire is not flattened and slips too loose. If it is because the cutting knife is too shallow or too deep, then we will use the cutter depth adjustment to adjust the knife edge to the appropriate position, so that the copper wire will not be hurt and the rubber can fall off smoothly. If the mouth is still different, then directly solution is to replace with new cutting blade.
2. The copper wire is uneven when pressing the terminal: Check whether the gun-shaped swing arm conduit is attached to the wire, whether the knife edge of the terminal machine is relatively straight with the swing arm conduit, whether the auxiliary pressing block of the terminal machine is loose, and check whether the distance between the terminal crimping machine and the automaton is changed.
3. The terminal crimping machine cannot start or stop in operation: Can not start or stop in operation, first of all to check whether there is no current input and 6KG pressure and whether there is a wire or a running part of the jam; and check whether the terminal machine has a signal connection or power connection so that the terminal machine is not pressed.
4. The cutting length of the electronic wire of the terminal crimping machine is inconsistent: May be tangent edge wear or edge damaged; encounter such a problem is very simple is to replace the new cutter. It is also possible that the feeding wheel is too tight or too loose; at this time, we can use the roller fine-tuning parts to adjust the gap between the two wheels so that the wire is not flattened and slipped too loose.
 Tiktok
Tiktok