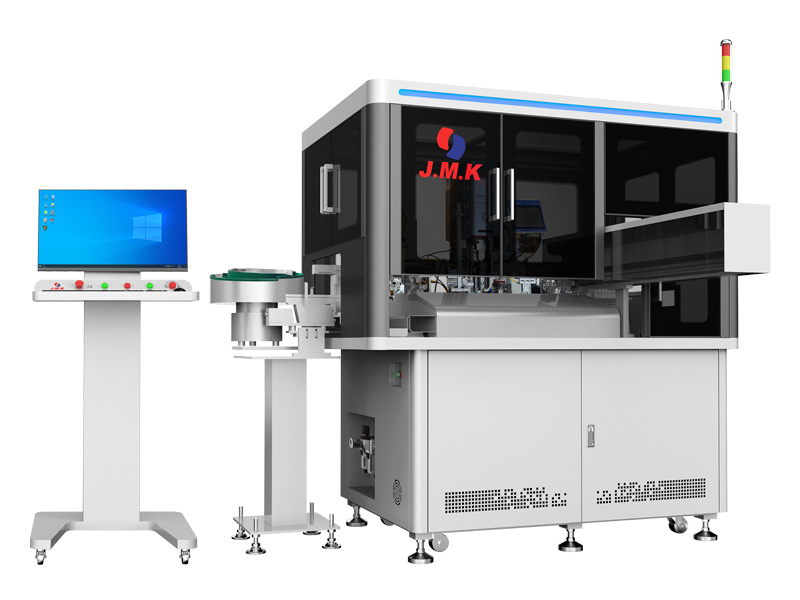
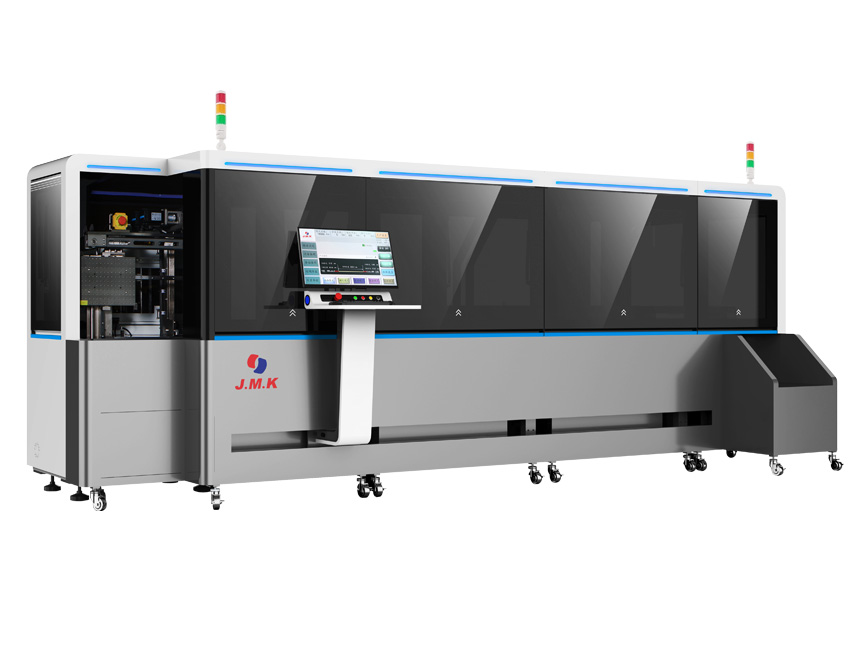
Wire harness assembly machine is a kind of equipment used for automatic processing of wire harness, they are basically controlled by full servo with touch screen, so how to setup the data of them is the most important step. Although intelligent wire harness assembly machines now have early warning systems to prevent mis-operation, mastering the necessary parameter setting knowledge can not only better protect the equipment, but also greatly improve the adjustment time, so that the equipment can be put into production quickly.

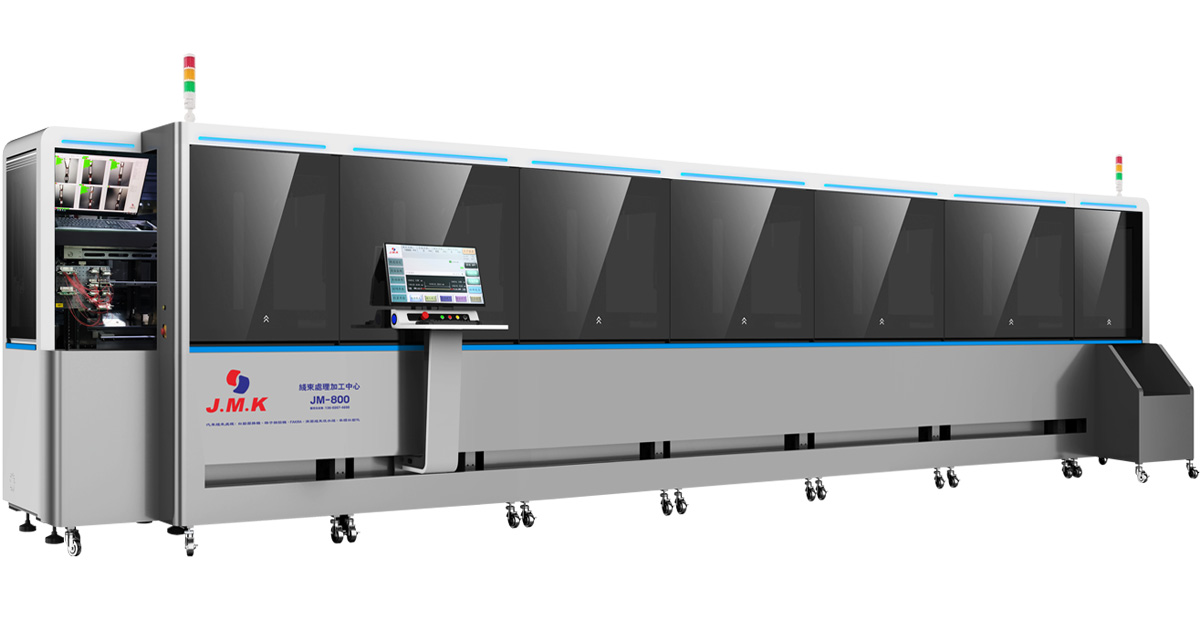
Automatic cable processing wire harness assembly machine
How to setup the data of wire harness assembly machine
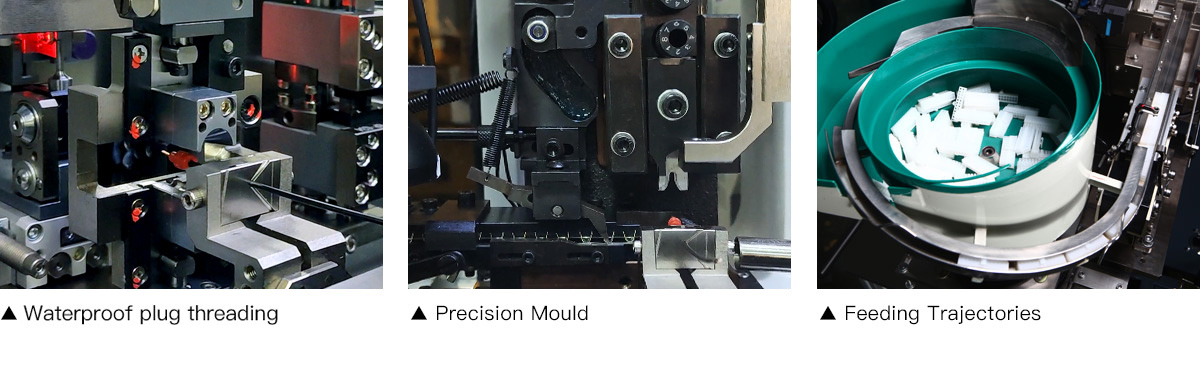
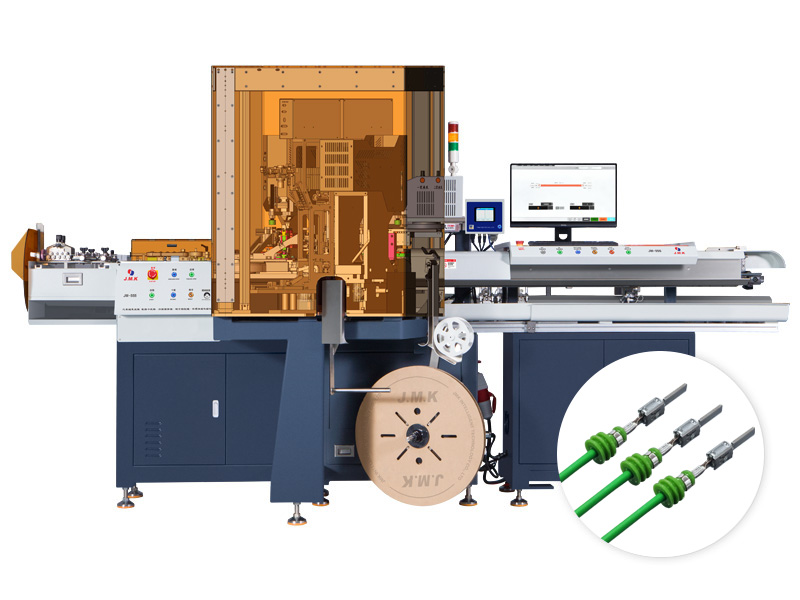
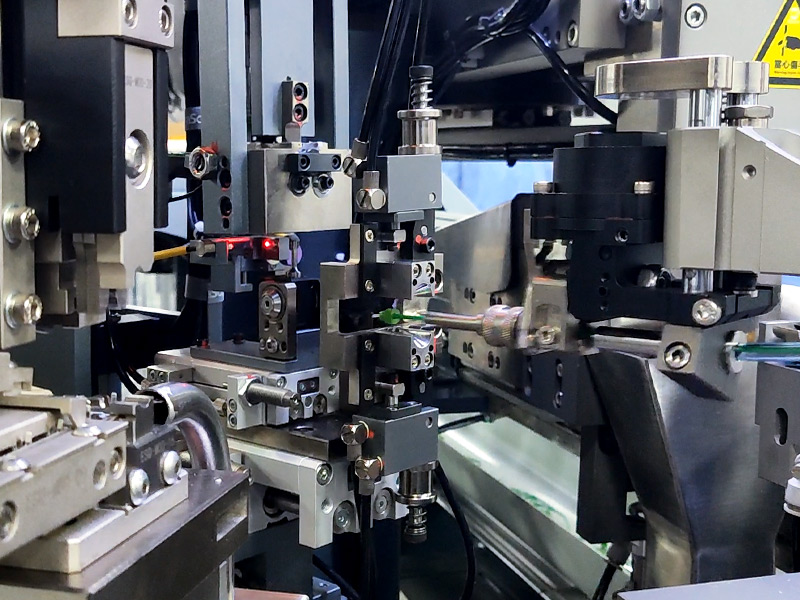
1. According to the specific production of terminal harness settings.
As different products require different moulds, abnormal wear will occur if the corresponding mold parameters are not set correctly. In fact, one of the reasons for the end tool wear of the automatic sheath terminal machine is the improper setting of parameters.
2.Setting of wire harness stretch parameters.
The manufacture of different terminal harnesses will correspond to different pulling forces, and there is usually a fully automatic tension measuring table for the wire rod of the terminal machine through the rubber shell, according to this table to set specific parameters.
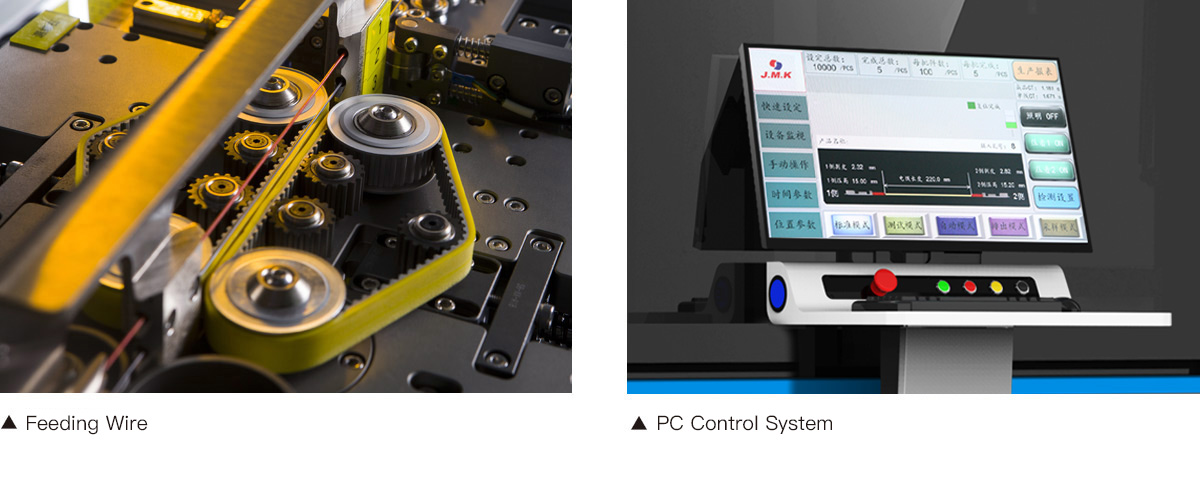
Data setting on touch screen
3. Set the speed parameters.
Although we all think that the higher the efficiency of wire harness production, the better, but in fact, it is impossible to adjust to the limit, according to the actual production situation to do the corresponding speed parameter setting in order to achieve the appropriate speed.
4. Set the air pressure parameters.
Collectively known as electrical integration, the automatic wire harness assembly machine will also use high-pressure gas, such as the fully automatic double-ended machine will require the use of 0.5Mpa, which is about the clean dry gas of 170NL/min.
Operation flow of automatic wire harness assembly machine.
1. Turn on the terminal power switch and the power indicator light is on.
Watch out for abnormal sounds and pay attention to whether there is any obvious abnormal noise inside and outside the equipment. If there is a hanging object, please ask the mechanic to determine if it needs to be repaired.
2. Install the paper cutter.
Select the blade and install it by the designated person. Before loading the knife, you must manually compare the selected blade to see if it matches. After the comparison is correct, the knife can be installed. After the tool has been installed, manual testing must be carried out. Turn off the terminal power first. The special sheet is used to assist the main wheel and the slave wheel, so that the blanking stroke of the terminal machine is greatly shortened. If hands are not shaking, consider whether there is excessive pressure or other problems. Determine the debugging type. Before use, check the locking screw to make sure it is not loose.
3. Loading.
Set up the terminal that needs to be punched, use the inner hexagonal hand to adjust the feed board, make the terminal easy to pass, and visually check whether the feed position is correct. If it is not suitable, please adjust, loosen the feeder locking screw with the inner hexagonal plate hand, turn the adjusting screw to adjust until the state is reached, and then tighten the feeder locking screw to begin operation.
4. Check the tension.
After adjusting the wire harness assembly machine normally, take out the scrap wire and carry out the tensile test. The main reference values are shown in the tensile test comparison table. The details are as follows.
Press and hold the zero button of the stretch test and adjust it to zero.
The wire is fixed and tested.
If the tension test is not within the standard range, the mechanic should be required to readjust until the standard is reached.
5. Small batch trial production.
The trial production products will be sent to the quality control department for project confirmation and can be inspected before mass production. During the manufacturing process, the operator must check whether there are any adverse phenomena, such as plastic coating, suspension strength and so on.
6. Health management.
Classify products and wastes and clean up the environmental hygiene around the wire harness assembly machine.






 Tiktok
Tiktok