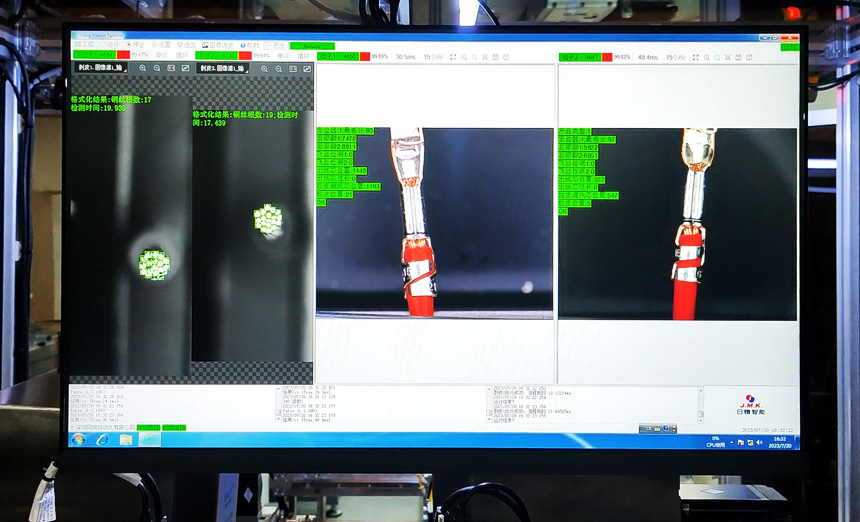
CCD, also known as camera image detection system, plays a very important role in wire harness processing, the manual inspection of harness quality is solved. It uses a high-resolution camera, perfectly cooperates with the intelligent background comparison system, and solves the fully automatic scheme of wire harness detection and defective products on-line in real time. However, the application environment of CCD is very different, and the cost is also very different, so how to select a suitable CCD camera check for wire harness processing equipment?
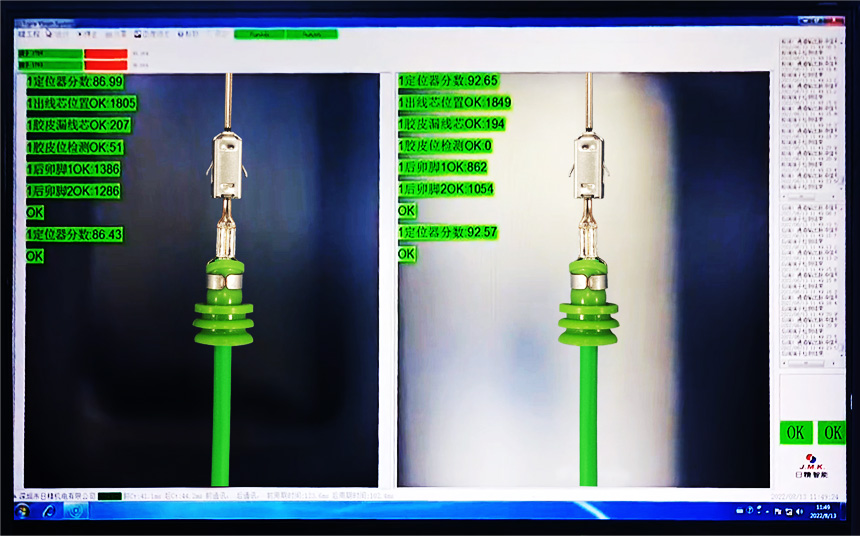
CCD Camera check for wire harness assembly
How to select CCD for Wire Harness Assembly Machine.
1. Locator.
The accurate location of objects or features is an important function of a detection system or a vision-guided motion system. The traditional object location uses gray value correlation to identify objects. Although this technique has been widely used, it lacks stability when the image quality becomes worse. The deterioration of image quality may be due to clutter, different brightness, masking and other factors. On the contrary, the geometric object location method is the latest method, which uses the outline of the object to identify the object and its characteristics.
2. Optical devices and lighting.
It is well known that appropriate optical devices and lighting are essential to the success of visual applications. Sometimes, although the most suitable optical device and lighting are selected, if the monitored object or feature changes slightly, it is required to change the lighting and lighting brightness accordingly. For example, the polished surface of the wafer is different, and the quality of laser etching marks in OCR applications is different. A stable positioning tool can easily deal with the deterioration of image quality due to the change of light concentration and brightness. Using the appropriate software allows you to eliminate the necessary dimming operations, no matter how the image quality changes.
3. Easy to program and operate.
A simple and intuitive graphical interface is the key to easy to use. The main difference between today's machine vision products lies in their graphical interfaces. Interfaces should be evaluated in terms of "settings" and "operations". For an engineer, it should be very complex, and for an operator it should be very simple.
4. Sub-pixel accuracy.
The resolution of the visual system is the smallest feature that the system can distinguish. For example, "1 of the visual range (FOV) using a 640x480 pixel of a computer image will get a resolution of 640 or 0.00156." In fact, machine vision algorithms have the ability of sub-pixels. In other words, these algorithms can measure or produce units smaller than a pixel. Product surface defect detection.
5. Future upgrades.
Machine vision systems can be used in a variety of situations, ranging from fashionable cameras to surveillance systems. Future upgrades should be taken into account when selecting a system. General vision software can configure end users with appropriate lighting, optical systems and vision tools. The machine vision image processing software independently developed by Dimension Image is widely used. Its MVIPS machine vision image processing software provides many library functions such as image measurement, character recognition, color analysis, defect detection and target location. Users can use it to quickly develop image processing and build their own machine vision application system.
6. Image preprocessing.
It is very important to detect feature points and defects, regardless of whether the brightness is different from the object surface or material. The image preprocessing algorithm can enlarge the feature points of the image so that the visual tools can detect them better. Similarly, feature points can be reduced so that visual tools can ignore them.
7. Visually guided movement.
If your application requires a vision system to guide the robot, you must know how the vision system and the motion system are integrated. For calibration and operation, the unintegrated motion system and vision system are preliminary systems, and robots or mechanisms and vision systems are calibrated separately. In operation, a vertical vision system can calculate the offset of the part position according to the known position in the visual coordinate system, and then instruct the robot's arm to pick up the part at the offset from the initial programming pick-up position.
8. System integration.
If you are not proficient in machine vision technology, you need a system integrator for your project, and the ideal vision product can be widely accepted by system integrators.





 Tiktok
Tiktok