


Sales Tel
+86-18928379199
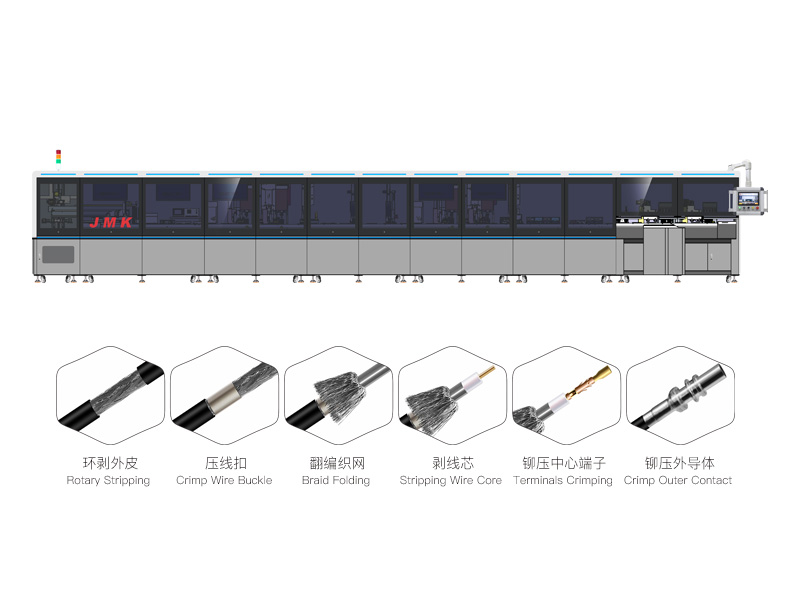
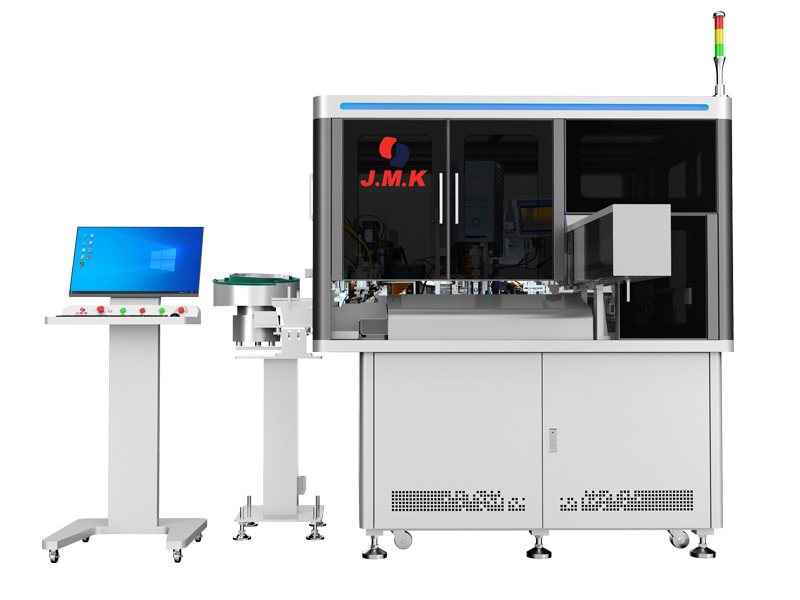
Automatic crimping machine is an important wire harness processing equipment. Here is a detailed description of the daily failures and solutions from JMK. The following is only analyzed with reference to the equipment models produced by JMK. It is believed that most of the equipment can be used in general, but if there is a misunderstanding caused by design problems, the following explanation is for reference only.

A. The pedal switch is bad, replace it.
B. If there is a continuous call, please check the proximity switch.
C. Fuses are fused and renewed.
D. Slow mechanical action, add butter 1-3 times a day to the slider (1 hole and 3 sliding surface) and mold (3 hole) oil hole. The working environment temperature of the machine (- 2° to 50°).
E. Motor failure (smoke, stench), motor 180W switching, pay attention to motor voltage.
F. The mold is stuck and cannot slide up and down: use a wrench to turn the screw at the tail of the spindle so that the spindle drives the slider up and down to drive the punch to see if the upper and lower rivets are bruised and the scratched terminal is stuck on the knife.
G. knife mold change:
Note: when changing the tool mold, please put the machine in the manual state
2. Check whether the knife edge of the terminal machine is relatively straight with the swing arm catheter.
3. Check whether the auxiliary pressing block of the terminal machine is loose.
4. Check whether the distance between the terminal machine and the automaton has changed.
A) overall mold height adjustment:
Loosen the punch compression screw, turn the adjusting screw with a small round rod (there are six equal split holes on the circumference), clockwise and counterclockwise (0.25 mm for each turning equal split hole), adjust the punch to the appropriate position, and then lock the punch compression screw (that is, adjust the crimping height of the wire core).
B) adjust the drop between the upper inner knife and the upper outer knife:
PVC pressure height micro-adjustment, loosen the knife compression screw, pull out rotation, from 1 to 8 a total of 8 indicators, the larger the number, the lower the height of the PVC blade, each index height difference 0.1mm. Adjust to the appropriate position (that is, adjust the crimping height of the wire).
C) feeding part adjustment:
1. Press the up and down keys to move the slider to the high point, loosen the feed rod fixed seat compression screw, rotate the feed adjustment screw (clockwise back, counterclockwise forward), and send the terminal to the center of the blade.
2. Adjust the slippery material sheet to the proper position and finish the adjustment.
2. the straightener is too tight or loose, if it is because of this problem, then our approach should adjust the straightener from the straightening effect and can be sent smoothly as the criterion to deal with.
3. tangent knife edge wear or edge damaged, in view of this phenomenon, we only need a new cutter.
The poor appearance caused by coating peeling, corrosion, bruising, flying edge of plastic shell, rupture, rough processing of contact parts, deformation, etc., poor positioning and locking fit size, poor consistency of processing quality, poor exchange caused by excessive total separation force, etc., is also a common disease. These faults can generally be found and eliminated in time in the process of inspection and use.
2. There is dirt on the drum and needs to be cleaned. Due to the wax on the wire surface, the wire entrance and wire outlet transfer roller slides.
3. Remove the wire, set the program to "00", leave the machine idle, and then stop the machine to check whether the wire inlet or outlet roller rotates smoothly or is stuck.
4. The wire frame is stuck, causing the entrance wire to slide.
2. Slow speed. Try again.
3. Check the wire to see if its size is less than AWG10# (6mm2).
4. Whether the knife becomes blunt.
2. Make sure the machine is running normally and make no difference (if there is any abnormal noise, please stop the machine and contact the professional staff to repair it).
3. Set the corresponding parameters (wire length, peeling length, total number, fixed number, speed, etc.) according to the requirements of wire stripping.
4. Before production, we must try to peel several wires to check whether they meet the requirements, whether there are unclean peeling, peeling the outer skin, peeling the inner core, peeling off and other bad phenomena.
5. If you need to change the processing parameters, please be sure to stop the machine before setting it.
6. If abnormal conditions or abnormal test results are found in the course of use, the power supply should be cut off immediately and stop using.
7. It is necessary to maintain the 5S work and maintenance of the machine after use.
 Tiktok
Tiktok